How to prevent leakage in gasketed joints with precise tightening ?
Fluid leaks from joints containing gaskets are a common issue engineers face. Gaskets can only effectively prevent leakage if there is sufficient clamp force from the bolts to ensure a proper seal. For non-standard joint designs, determining the necessary number and distribution of bolts to achieve effective sealing can be challenging. The complexity of gaskets has led to the development of empirical methods to approximate their performance and operational characteristics. These methods involve using empirically derived factors to estimate the required clamp force for effective gasket sealing.
Factors m and y in gasket design
Two practical factors are commonly used in designing joints with gaskets: the m factor (maintenance) and the y factor (yield). The m factor is used to determine the clamp force required to ensure an effective gasket seal when the joint is subjected to internal pressure. The y factor is used to determine the clamp force necessary to properly seat the gasket and provide a seal. These factors are crucial in calculating the necessary bolt tightening force for the gasket to seal effectively.
Gasket manufacturers recommendations
It is important to note that, in addition to calculations, significant experience is required to ensure a leak-free joint. Gasket manufacturers may adjust the m and y factors based on the medium being sealed, as gaseous media are generally harder to seal than liquids. Increasing these factors helps maintain the validity of the approach where it might otherwise fail. Consultation with gasket manufacturers during the joint design stage is recommended to account for all relevant factors.
Bolt spacing in bolted assembly design
Inadequate bolt spacing is another common problem. The spacing is often dictated by the gasket pressure mid-way between bolts. Insufficient pressure in these areas can lead to leaks. Research indicates that in joints without gaskets, clamping pressure decreases rapidly away from the bolt, with zero pressure occurring between 1.8 and 3.6 times the bolt radius, depending on joint details. With gaskets, the pressure decays more slowly, but design codes often specify maximum bolt spacing to address this issue.

Local crushing and proper tightening
Excessive tightening force from bolts can locally crush the gasket material. All gaskets have a crush strength, and exceeding this can cause excessive creep and leakage. Crush strength values can be obtained from manufacturers. For instance, premium grade compressed asbestos fibre gaskets have a maximum permissible surface stress ranging from 60 MPa for a 3mm thickness to 190 MPa for a 0.5mm thickness. If the crush strength is exceeded, the gasket area around the bolts can be increased, or a different gasket or joint design may be necessary.
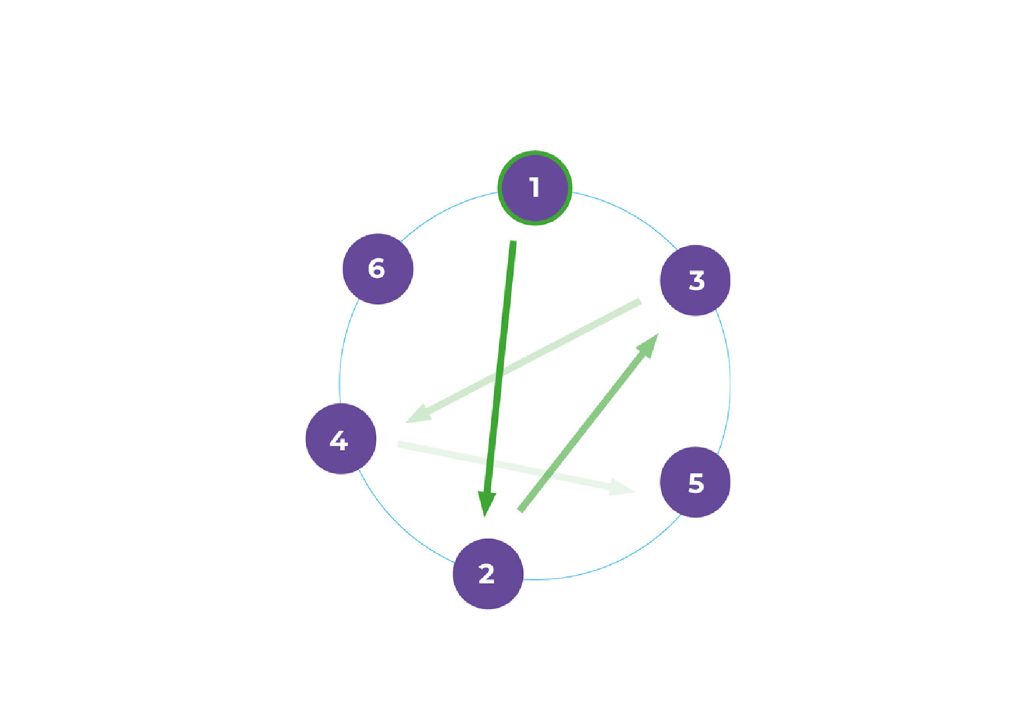
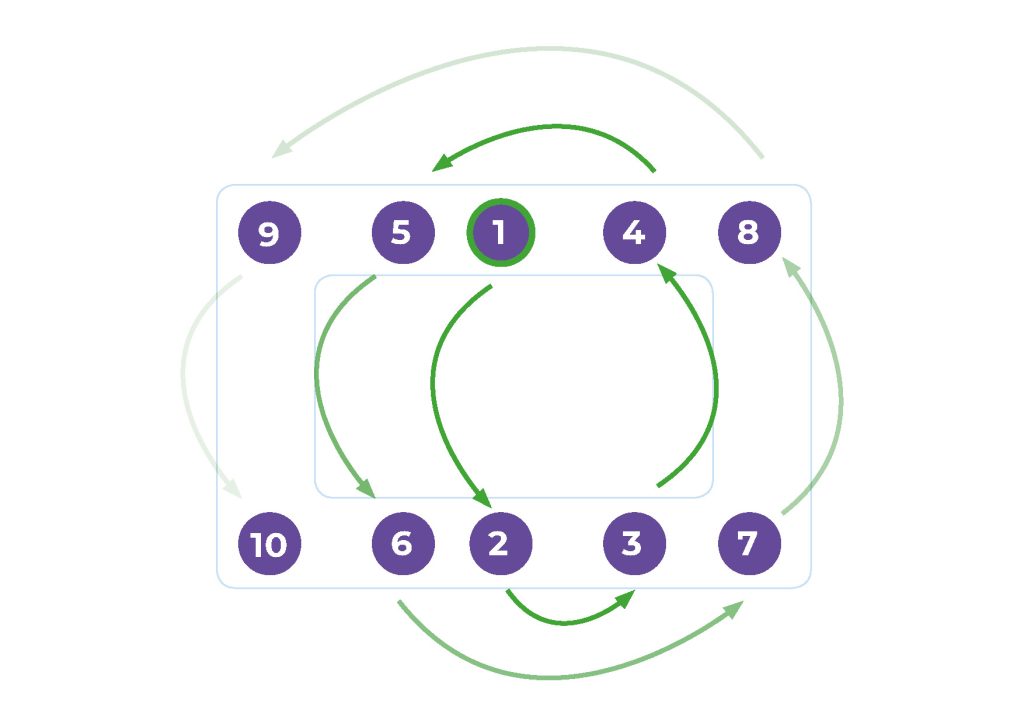
Criss-cross and spiral tightening sequence
Ideally, all bolts in the joint should be tightened simultaneously, especially with gaskets. If this is not possible, a proper tightening sequence should be specified to ensure even load distribution and prevent failure. Established sequences based on experience include a cross-pattern for circular bolt arrangements and a spiral pattern starting at the center for non-circular patterns.
Creep and relaxation
Gasket material creep or relaxation can be a practical issue, particularly in joints exposed to temperatures above 100°C. The relaxation in gaskets is typically greater than in joints without such materials. Due to significant clamp force loss from gasket creep, a retightening schedule is often specified 24 hours or more after initial tightening. Retightening may need to be performed regularly to address relaxation issues.
Torque control of gaskets: to be avoided
The most commonly used method for controlled tightening of bolted assemblies containing gaskets is to tighten until a specified torque is reached. This method is generally known as torque control. Specifying the correct torque to use in an installation with a gasket can be problematic. Leaks in many assemblies are directly attributable to an inadequate torque specification, and especially to the difficulty of achieving the correct tightening force using the torque method. Insufficient tightening torque directly leads to an insufficient clamping force, which inevitably results in a weakened gasket.
Bolt load measurement for optimal gasket reliability
TRAXX recommends using ultrasonic bolt tension meter to fully control the tightening operation and ensure the installed tension between the parts and at the gasket.
A better understanding of potential issues during the design of assemblies containing gaskets, and an appreciation by engineers of the importance of bolt clamping force, will help prevent gasket leakage problems. Accurate measurement of this tighteningforce using an ultrasonic bolt tension measurement device, such as the TRAXX-M2, is recommended as it enables uniform tightening and achieves a 2% precision on the tightening force.

Gasket factors explained : the m factor
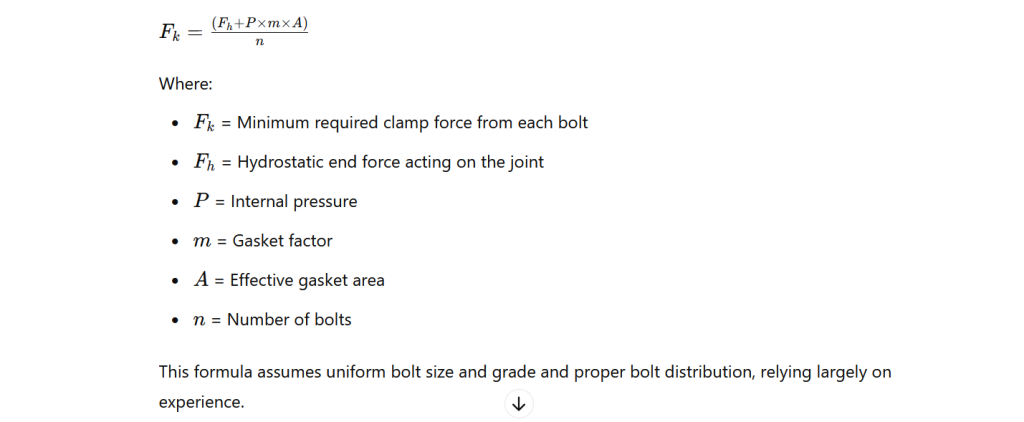
For joints with internal pressure, sufficient clamp force must be applied to the gasket to ensure a leak-free seal. The m factor (maintenance or multiple) provides the additional clamp force needed to maintain gasket sealing pressure after internal pressure is applied. It is a multiple of the internal pressure, representing the ratio of gasket contact pressure to contained pressure. Values for the m factor can be found in pressure vessel standards and vary from 0.5 for rubber to 3.5 for asbestos, depending on thickness and composition. To estimate the minimum bolt clamping force required for joints under internal pressure, use the formula:
The y factor
Achieving a leak-free joint requires proper gasket seating by applying a minimum initial pressure (under atmospheric conditions without internal pressure). The y factor (yield) represents the stress needed to deform the gasket into the joint surface irregularities. Values for the y factor are provided in the BS 5500 standard. The formula to determine the minimum clamp force is:

The y factor
Achieving a leak-free joint requires proper gasket seating by applying a minimum initial pressure (under atmospheric conditions without internal pressure). The y factor (yield) represents the stress needed to deform the gasket into the joint surface irregularities. Values for the y factor are provided in the BS 5500 standard. The formula to determine the minimum clamp force is:
The minimum required clamping force to ensure that the gasket effectively seals the assembly is the greater of the two values between the “m” factor and the “y” factor.
How to reach minimum required clamping force ?
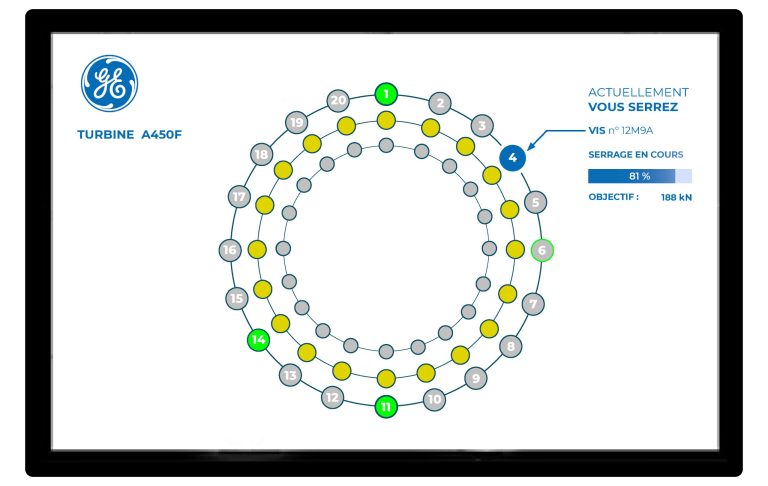
To achieve the recommended tension according to gasket specifications, TRAXX recommends real-time bolt tension measurement using a bolt tension meter TRAXX-M2. Additionally, TRAXX has developed the TMS (Tightening Management Software).
This tightening program helps organize and control the tightening of your turbines and, more generally, all your assemblies consisting of one or more sub-assemblies such as rings or plates. TMS guides operators step-by-step through the assembly operation by helping them define a tightening sequence and the number of passes needed. TMS offers a graphical representation of the assembly process.
Furthermore, precise tightening control with TMS facilitates maintenance operations and regular inspections, thus helping to reduce costs and minimize downtime.